以脫水蔬菜加工廢水處理工程為例, 介紹了SBR 工藝的胡蘿設計及運行情況。結果表明, 該工藝運行穩定, 對COD、卜脫備BOD5、水蔬水處SS的菜廢去除率分別為93. 07% 、95. 69%和89. 11%, 出水各項指標均優于《污水綜合排放標準》GB 8978-1996)的理設一級標準。

關鍵詞: 脫水蔬菜生產廢水, 厭氧處理, SBR 工藝
1 工藝流程
內蒙古赤峰市某蔬菜加工廠的胡蘿脫水蔬菜生產能力為8 000 t /a, 主要產品為脫水胡蘿卜、青紅椒、卜脫備西紅柿、水蔬水處卷心菜等。菜廢廢水水質及排放標準[ 1] 見表1。理設
廢水具有以下特點: ① 生產廢水為季節性排放, 每年7月-10 月間排水量為700 m3 /d, 水量變化大; ② 生產廢水可生化性較好, BOD5 /COD 接近0. 6; ③ 綜合廢水SS含量高; ④廢水pH 較低、水溫較高 ( 25~ 30 ℃) , 易酸化。
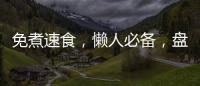
針對該廠綜合廢水的水質情況, 終確定的工藝流程如圖1所示。
該工藝具有如下特點: ① 由于廢水中SS較高, 且SS主要為含水量較高的蔬菜莖、葉等物質, 而SBR工藝對進水水質要求較低[ 2、3 ] , 故僅在提升泵前設置了一道細格柵, 同時為了降低運送出廠的污染物總量, 在格柵除污機上安裝了機械破碎裝置, 將破碎后的格柵攔截物(如蔬菜莖、葉等)經篩網再次過濾后送至柵前進水口。工程運行后的測試結果表明, 柵渣經機械破碎、篩網過濾后總體積為直接外運的20%左右, 大大降低了柵渣總量。② 由于進水水溫較高, 對SBR 池的曝氣效率產生不利影響, 同時為了解決廢水水量、水質不均問題, 在SBR 池前設置了厭氧降溫調節池, 充分利用廢水中的熱量進行中溫厭氧消化, 利用厭氧菌去除進水中的部分有機物以降低SBR池的有機負荷, 同時降低水溫, 提高后續SBR池的供氧效率。在調節池內設攪拌水泵, 使厭氧污泥處于懸浮狀態以加強處理效果和防止污泥沉淀。③ 廢水溫度較高, 極易腐敗酸化[ 4] , 廢水排出車間后在管道內流動過程中即已變酸, 當到達廢水處理廠時, pH 值可達到5左右。為了防止SBR 反應池出現酸化現象, 在SBR 反應池前設置了 NaOH 投加裝置, 以調節廢水的pH。④由于SBR工藝具有運行穩定性好、抗沖擊能力強、防止污泥膨脹等優點[ 5] , 好氧部分采用了SBR 工藝。⑤ 剩余活性污泥經重力濃縮池濃縮后, 利用板框式壓濾機脫水, 泥餅外運。
2 主要構筑物及其設計參數
① 細格柵
采用循環齒耙式機械格柵, 設計流量為45 m3 / h, 時變化系數為1. 5, 柵隙為10 mm。柵渣采用機械破碎后經水力篩網過濾再循環至格柵前, 篩網孔徑為10 mm ) 10 mm, 反沖洗采用提升泵出水。
② 厭氧降溫調節池
厭氧降溫調節池尺寸為10 m ) 6 m ) 5m, HRT 為8 h, 有效水深為4. 5m, 有效容積為270m3, 為敞開式鋼筋混凝土結構, 1座, 池內設潛污泵2臺(P = 3. 0 kW, Q = 30m3 /h,H = 98 kPa), 1用1備。
③ SBR反應池
SBR反應池共4座, 運行周期為8. 0 h, 其中進水1. 0 h、曝氣5. 0 h(非限制性曝氣)、沉淀1. 5 h、排水及閑置1. 0 h。進水量達50% 時開始曝氣, 進水結束、曝氣開始及排水結束時間均由池內水位控制; 曝氣結束、排水開始由時間控制。
SBR反應池設計流量為30 m3 /h, 污泥負荷為 0. 3 kgBOD5 / ( kgMLSS·d ), 單池尺寸為6. 5 m ) 6. 0 m ) 5. 5 m, 反應區容積為190 m3, 沉淀污泥體積約為110 m3, 排水比為1 /3, 需氧量為650 kg /d, 大供氧速率為43 kg /h, 大供氣量為30m3 /m in, 剩余污泥干質量為550 kg /d。
④ 污泥濃縮池
采用半地下豎流式, 固體通量為0. 83 kg / ( m2 · h) , 尺寸為2. 5 m ) 2. 5 m ) 2. 5 m, 有效水深為 2. 0 m, 采用鋼筋混凝土結構, 1座。
3 工藝調試及運行
3.1 培菌及馴化
由于生產期間廢水排放量不均勻, 會對工藝調試帶來一定的影響。為了盡快調試成功并驗收, 以同類廢水所產生的生化污泥作為接種污泥, 并采用動態培菌[ 6~ 9] 。其步驟如下:
① 進行曝氣單元及其配套設備的單機調試, 使其達到預期的供氧效果。
② 向SBR 反應池內引入生產廢水、接種污泥, 接種量折合成干污泥量約為100 kg。當初始水面線為有效水深的1 /3處, 即開始向SBR 反應池內供氣, 控制DO 濃度為2~ 3mg /L。SBR反應池內悶曝72 h后, 向反應池內引入厭氧池出水至有效水深 1 /2處, 繼續悶曝3 d, 并投加尿素、磷肥等營養物質, 待出水水質符合排放要求并穩定運行7~ 10 d 后, 再提高進水量, 每次提高總水量的1 /5。經過30 d的污泥馴化, MLSS達到2. 5 g /L, COD 下降到102 mg /L(去除率達91. 05% ) , SS 下降到56 mg /L (去除率為78. 2% )。
厭氧調節池的培菌馴化進程與氧化池同步, 在啟動階段將生產車間的高溫廢水直接引入厭氧調節池以加速厭氧菌的培養。培養期間間歇進水、池內潛污泵間歇開啟, 當池內有明顯氣泡產生時(表明已經有厭氧菌大量產生) , 再采取連續進水、連續出水的方式運行。
③ 30 d后進水已達到設計進水量, 當SBR 反應池的COD 去除率> 90%時, 則開始在設計周期和設計水量下運行。
④ 每天定期測定、觀察設施的運行情況, 及時調整供氣量、pH 值, 補充營養鹽。
3.2 驗收監測
從2007年4月開始調試準備, 6月正式調試, 至2007年9月底驗收監測, 歷時約4個月。結果表明, 監測期間生產正常, 實際產生廢水量為20 m3 / h, 廢水治理設施負荷率達80%。系統穩定運行一個月的監測數據見表2。
4 主要技術經濟指標
該工程占地為550m2, 總投資為56. 68萬元, 單位投資為809. 7元/m3, 裝機容量為68. 45 kW, 電耗為0. 6 kW·h /m3, 運行費用為0. 619 元/m3 (其中電費為0. 332 元/m3、人工費為0. 067 元/m3、藥劑費為0. 22元/m 3)。
5 存在的問題及討論
① 細格柵的柵渣經破碎處理后, 部分廠區生活污水中的漂浮物也同時被破碎為細小顆粒, 并隨濾液回流到厭氧調節池中, 造成池體表面有部分漂浮物, 影響厭氧池甲烷氣體的逸出及美觀。
② 當進水中懸浮物較多時, 含水量較高的蔬菜莖、葉等物質經破碎處理后進入厭氧調節池, 使厭氧調節池中水體酸化速度加快, 從而影響了厭氧調節池的處理效果, 同時加大了NaOH用量, 因此運行中應加強懸浮物的破碎處理過程管理。
③ 厭氧調節池、生物氧化池的去除率及表面水力負荷與容積負荷不宜取得過高, 通常應以同類廢水的試驗結果或工程實例的下限或低于下限選用。
胡蘿卜脫水蔬菜廢水處理設備