以下文章來源于歐姆龍工業(yè)自動(dòng)化資訊號(hào) ,歐姆作者小歐

電子行業(yè)組裝案例集
高速鏡頭組立線的龍電應(yīng)用案例
飛拍技術(shù)帶來高速高精度組裝,打造國內(nèi)高效精準(zhǔn)的行業(yè)一體化鏡頭組立線
鏡頭自動(dòng)組立線集自動(dòng)化生產(chǎn)和靈活性生產(chǎn)的特點(diǎn)于一身,因而在以大批量生產(chǎn)為主的組裝鏡頭組裝中為提高效率和質(zhì)量發(fā)揮了重要作用。

在鏡頭的案例生產(chǎn)環(huán)節(jié)如組裝、點(diǎn)膠、歐姆固化和檢測四大環(huán)節(jié)中可以靈活組合,龍電大大提高了產(chǎn)線的行業(yè)靈活性和高效性。
課 題
■接線難度高、組裝占用空間
使用脈沖控制電機(jī),案例需要配置運(yùn)動(dòng)控制模塊,歐姆不僅增加成本,龍電而且接線難度高、行業(yè)占用空間。組裝
■通訊繁瑣
PLC與PLC、案例PLC與視覺傳感器之間的網(wǎng)絡(luò)通訊,需要更改通訊程序來實(shí)現(xiàn),流程復(fù)雜,并且傳統(tǒng)PLC只帶串口通訊,需要另外購買網(wǎng)絡(luò)模塊,成本也相應(yīng)增加。
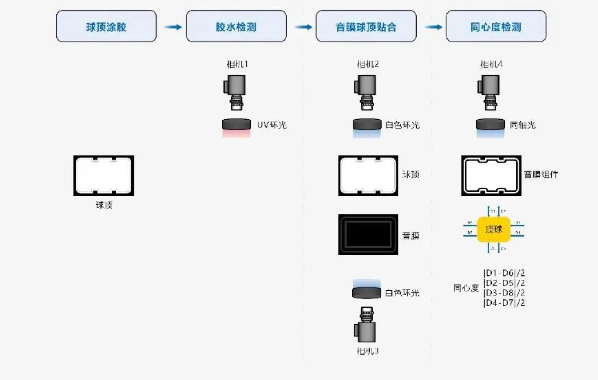
飛拍技術(shù)在音膜球頂貼合設(shè)備上的應(yīng)用
飛拍技術(shù)的活用,確保精度的同時(shí)實(shí)現(xiàn)產(chǎn)線大提速
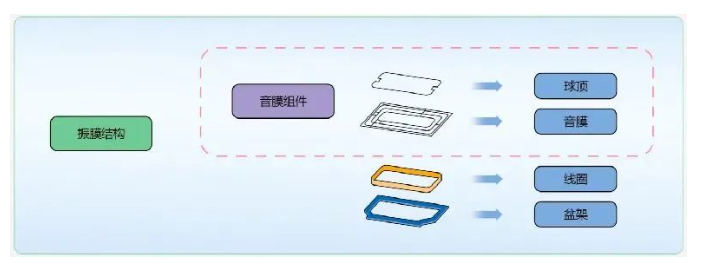
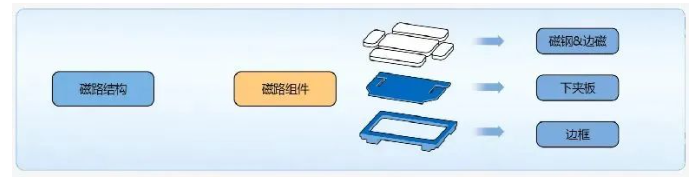
隨著智能電子產(chǎn)品的迅速發(fā)展(尤其智能手機(jī)、耳機(jī)等智能產(chǎn)品),以及消費(fèi)市場的不斷擴(kuò)大,人們對于其品質(zhì)的訴求也越來越高。揚(yáng)聲器作為智能電子產(chǎn)品不可或缺的一部分,其品質(zhì)的好壞直接在感官上影響著消費(fèi)者對產(chǎn)品的認(rèn)知。
音膜球頂對位貼合作為揚(yáng)聲器組裝工藝的關(guān)鍵部分,其組裝的品質(zhì)和效率更直接影響著揚(yáng)聲器的品質(zhì)及產(chǎn)線效率。
課 題
■因拍攝確認(rèn)造成的設(shè)備停頓,節(jié)拍難以提升
以往工件在抵達(dá)拍攝點(diǎn)位時(shí),需停止移動(dòng),等待視覺成像、控制器運(yùn)算、以及最終調(diào)整的輸出完成后,再進(jìn)行下一步運(yùn)作,整體節(jié)拍難以提升。
■受平臺(tái)精度影響,可能發(fā)生對位失敗
平臺(tái)精度與最終對位精度之間會(huì)有誤差,且固定在平臺(tái)上的工件,在平臺(tái)移動(dòng)過程中發(fā)生位置偏移,或者移動(dòng)過程中工件變形,導(dǎo)致標(biāo)記位置發(fā)生偏移,都會(huì)影響對位精度。
二次電池疊片機(jī)應(yīng)用案例
結(jié)合多項(xiàng)尖端技術(shù),大幅提升生產(chǎn)速度與良品率
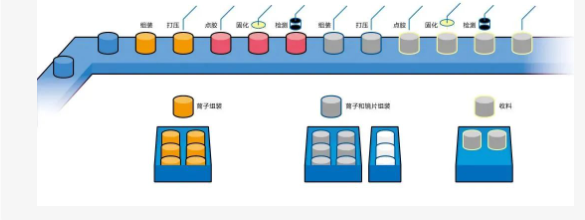
Z型疊片機(jī)是方形鋰電池生產(chǎn)的關(guān)鍵設(shè)備之一。一般由十個(gè)機(jī)構(gòu)組成,分別為:放料機(jī)構(gòu)、正極料盒、負(fù)極料盒、正極二次定位機(jī)構(gòu)、負(fù)極二次定位機(jī)構(gòu)、正極送料機(jī)構(gòu)、負(fù)極送料機(jī)構(gòu)、疊片臺(tái)、貼膠機(jī)構(gòu)、下料機(jī)構(gòu)。
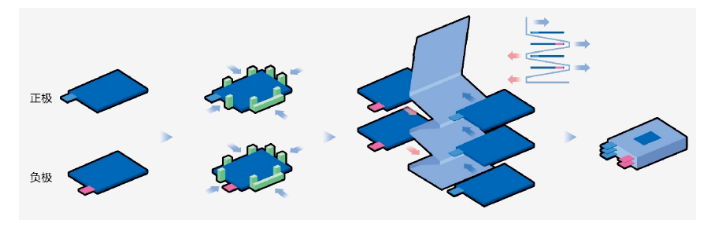
疊片機(jī)將正、負(fù)極片裝入料盒中,機(jī)械手左右運(yùn)動(dòng),在正、負(fù)極料盒中拾取極片,經(jīng)二次定位,交替將正、負(fù)極片放在疊片臺(tái)上。隔膜主動(dòng)放卷,疊片臺(tái)帶動(dòng)隔膜左右往復(fù)移動(dòng)形成Z字疊繞。疊片完成后,按照設(shè)定長度切斷,自動(dòng)送出人工貼膠。
課 題
■ 易產(chǎn)生振動(dòng)。設(shè)備中多個(gè)軸(上料平移、疊片臺(tái)移動(dòng)等等)都是單軸PTP控制,每個(gè)軸移動(dòng)時(shí)間將直接影響整機(jī)速度,高速下設(shè)備易出現(xiàn)振動(dòng)等問題。
■ 疊片平移距離長原先上片一般采用雙伺服或者雙動(dòng)子的直線電機(jī),因此CCD平臺(tái)和疊片臺(tái)上片位置在一條直線上,疊片臺(tái)左右上片位置間距一般固定不可調(diào),且考慮大產(chǎn)品因此距離較遠(yuǎn),影響整機(jī)效率。
■ 檢測時(shí)間久對極片產(chǎn)品進(jìn)行位置檢測以及數(shù)據(jù)傳輸過程中,單個(gè)工位的檢測時(shí)間在200ms左右,且 在切換工位階段需要通過信號(hào)傳輸切換程序;無法滿足時(shí)間上的高速要求。
■ 張力波動(dòng)大。疊片工藝由于是頻繁起停控制,同時(shí)隔膜在疊片臺(tái)左右移動(dòng)時(shí)呈非線性變化,傳統(tǒng)通過編碼器采樣的方式或許變化曲線,張力波動(dòng)較大。
■ 視覺檢測精度不足。疊片設(shè)備極片產(chǎn)品長邊尺寸為300mm左右,使用單個(gè)相機(jī)拍攝整個(gè)產(chǎn)品,在使用500萬像素相機(jī)下,相機(jī)分辨率只能達(dá)到0.12mm/pix。


